Die Senkerosion ist die weitere Schlüsseltechnologie in unserer Fertigung
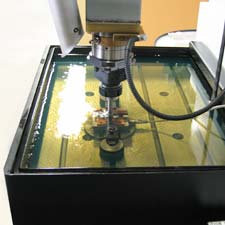
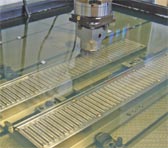
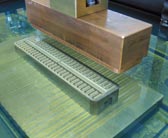
Bei der Senkerosion wird die gewünschte Form mit einer dreidimensionalen Elektrode im Werkstück abgebildet. Durch überlagerte Bewegungen in den Achsen x, y, c, z erzeugt man unterschiedlichste Formen, Kavitäten und Hinterschnitte wie sie zum Teil mit keinem anderen Bearbeitungssystem erreicht werden können.
Die Elektrode ist meistens aus Kupfer oder Graphit.
Senkerosion
Wir fertigen für Sie neue Werkzeuge sowie individuelle Einzel- & Serienteile.
Ihre Ersatz- & Verschleißsteile von Werkzeugstahl bis Hartmetall in den Gebieten:
Wir fertigen auf Hansen, Maho-Hansen sowie modernen Zimmer + Kreim CNC-Senkerodiermaschinen mit Elektrodenwechslern.
Ein umfangreicher Maschinenfuhrpark ermöglicht es uns Ihnen eine schnelle und individuelle Durchlaufszeit anzubieten.
Im Produktprogramm fertigen wir u. a. Startlöcher für das Drahterodieren
auf unserer AGEMA - & Sodik Starlocherodiermaschine.
Der Service beginnt bei der Produktberatung.
Die Fertigung von Präzision erfolgt in modernen, klimatisierten Räumen.
Oberflächenrauigkeit bis Ra: 0,2 (Glanzerosion möglich)
Verfahrwege: max. 565mm x 400mm x 415mm (Tankhöhe max. 370 mm)
Werkstückgrößen: max. 850mm x 600mm (Sondergrößen auf Anfrage möglich)
Mehr als 30 Jahre Erfahrung in der Funkenerosion, steht für Kompetenz und Qualität in Sachen individueller Kundenwünsche – Ihr Vorteil –
Starke Technologien, hohe Abtragungs-geschwindigkeiten sowie 100% Prozessüberwachung kombiniert mit neuen Ideen unserer Experten verkörpern unsere Stärken.
Möchten Sie mehr über die Senkerosion und das Verfahren wissen?
Dann besuchen Sie uns doch einfach oder vereinbaren einen individuellen Beratungstermin mit unseren Experten in unserem Erodierzentrum.
Allgemeine Informationen zur Funkenerosion:
Unter Einsatz der Funkenerosion können leitende Materialien von beliebiger Härte (z.B. Stahl Hartmetall oder Titan) mit einer Genauigkeit von bis zu einem Tausendstelmillimeter ohne mechanische Einwirkung bearbeitet werden. Aufgrund dieser Eigenschaften gehört die Elektroerosion zu den Schlüsseltechnologien im Formen- und Werkzeugbau. Zu unterscheiden sind dabei die Draht- und die Senkerosion.
Zwei stromleitende Teile (Elektrode/Werkstück), angeschlossen an eine Gleichspannungs-Stromquelle, sind in einer isolierenden Flüssigkeit aufgespannt. Wird die Stromquelle eingeschaltet baut sich eine elektrische Spannung zwischen diesen Teilen auf (Plus/Minus Pol).
Verringert man den Abstand zwischen den Teilen bis auf eine gewisse Distanz entlädt sich die Spannung und ein Funken springt über. Wo dieser Funken auftrifft wird das Metall geschmolzen. Unzählige solcher Funken, einer nach dem anderen brennen die gewünschte Form in das Material. Mehrere hunderttausend Funken pro Sekunde sind notwendig für eine effiziente Erosion.

 Hinterschnitte wie sie zum Teil mit keinem anderen Bearbeitungssystem erreicht werden können.
Die Elektrode ist meistens aus Kupfer oder Graphit.
Hinterschnitte wie sie zum Teil mit keinem anderen Bearbeitungssystem erreicht werden können.
Die Elektrode ist meistens aus Kupfer oder Graphit.